











































You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Ross Rebarrel
- Thread starter Retired Gunsmith
- Start date
KyleSchenk
CGN Regular
Helping a friend rebarrel a 1910(?) Ross. I need a barrel shank print for the Quick Change Version with the Left Hand 3 TPI Buttress Thread, not the RH 12 TPI Square. Gotta figure out how best to cut it. Any help is appreciated.
https://www.canadiangunnutz.com/forum/threads/1905-ross.850948/If it has the 3TPI LH thread, it is a 1905/Mk II, not a 1910/Mk III. Have the info somewhere. The challenge is finding it. Believe it was recently posted in another thread. Try using the searcg function.
Attachments
There are members here who have cut these threads. Maybe they will respond.
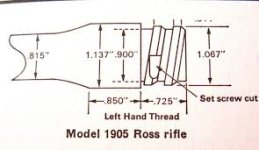
Although that diagram is helpful, it does not have all pertinent information.
Removing a barrel from a Mk. II (1905) rifle is usually not difficult. In theory, the barrels were turned in and then locked by the set screw. After over 100 years, it might be frozen in place. It will be necessary to be able to hold the barrel and receiver without harming them, but it should not take a lot of force to turn the barrel out. Nothing like a Mk. III(1910). Remember it is a left hand thread.
Once the barrel is out, the shank can be studied and detailed measurements obtained. Threading tools will have to be ground. Not all lathes can cut 3tpi.
Although that diagram is helpful, it does not have all pertinent information.
Removing a barrel from a Mk. II (1905) rifle is usually not difficult. In theory, the barrels were turned in and then locked by the set screw. After over 100 years, it might be frozen in place. It will be necessary to be able to hold the barrel and receiver without harming them, but it should not take a lot of force to turn the barrel out. Nothing like a Mk. III(1910). Remember it is a left hand thread.
Once the barrel is out, the shank can be studied and detailed measurements obtained. Threading tools will have to be ground. Not all lathes can cut 3tpi.
- Location
- Tumbler Ridge, BC
100% agree with Tiriaq, and in my experience you will not need a barrel vice or action wrench for the 3tpi barrels. The square thread Ross rifles are a different matter. The MkI variants, MkII** and MkIII all require a wrench and vice of good quality.There are members here who have cut these threads. Maybe they will respond.
Although that diagram is helpful, it does not have all pertinent information.
Removing a barrel from a Mk. II (1905) rifle is usually not difficult. In theory, the barrels were turned in and then locked by the set screw. After over 100 years, it might be frozen in place. It will be necessary to be able to hold the barrel and receiver without harming them, but it should not take a lot of force to turn the barrel out. Nothing like a Mk. III(1910). Remember it is a left hand thread.
Once the barrel is out, the shank can be studied and detailed measurements obtained. Threading tools will have to be ground. Not all lathes can cut 3tpi.
Thank you for the quick response. Some dimensions are cut off and missing, i.e. land width, buttress angle, etc. Do you have the complete file? I have the receiver, but not the barrel. Hard to measure WAAAY down in there to get thread form.
My plan is to plunge cut with 1/8"on a Bridgeport, rotating 3deg and advancing ~.0027'ish. Ensuring that every 30deg is at correct location. Then go back thru plunging with angled cutter to establish buttress relief angle. It will be tedious, but I only need to make one barrel. I have been unable to find a lathe with 3TPI gears and I fear chatter on such a big cut would be problematic. Don't see the point in setting up and grinding thread mill for one job. Comments?
- Location
- Tumbler Ridge, BC
I did a test piece years ago on my lathe by making a custom combo gear set (gearhead lathe). Really hard on the lead screw on a small machine though. But it didn’t chatter on meThank you for the quick response. Some dimensions are cut off and missing, i.e. land width, buttress angle, etc. Do you have the complete file? I have the receiver, but not the barrel. Hard to measure WAAAY down in there to get thread form.
My plan is to plunge cut with 1/8"on a Bridgeport, rotating 3deg and advancing ~.0027'ish. Ensuring that every 30deg is at correct location. Then go back thru plunging with angled cutter to establish buttress relief angle. It will be tedious, but I only need to make one barrel. I have been unable to find a lathe with 3TPI gears and I fear chatter on such a big cut would be problematic. Don't see the point in setting up and grinding thread mill for one job. Comments?
- Location
- WMU248 near Edmonton
I'm always interested to see how these work out.
I have a 1905R sporter that the barrel chamber is toast, and the second sporterized military barrel is even worse shape.
my lathe will only do down to 4TPI
I have a 1905R sporter that the barrel chamber is toast, and the second sporterized military barrel is even worse shape.
my lathe will only do down to 4TPI






















