I've never used a K&M turner, but I if was, then I would say that is way to do it.
Couldn't imagine imagine holding one of those assembly's by hand while trying to turn even 20 necks.
I am getting a bit arthritic as I approach 50.
Judging from what I've seen from your other posts, I'd say your the kind of consumer will to pay for quality.
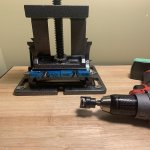
Have you ever looked into the 21st Century Turning Lathe ?
I bought one direct from them many years ago and second only to the 120i and autotrickler 3 I got last spring it one of the best tools I bought value for dollar. I turn a piece of brass and measure it a good Mitou ball calipers (just like in the video below) I get the exact same thickness everywhere on the necks on each piece of brass...
no half thousands just the same number. Probably because the shaft is supported on the other end of the lathe... and the knuckle allows the case to float the right way.
They started making them now with their own power source, but I use a Ryobi cordless screwdriver (and bought 2 extra batteries) that has the recommended 200 RPM speed. The guy in this video is using a drill and spinning it way too fast.
If I bought one now I would stick with the model I have, because their power source calves its guts 5 years after purchase the whole unit is useless... where as I an always buy another cordless screwdriver for $70.
This British chap is bit chatty, but it shows how easy and efficient it works.
I was sold after I watched this as he quoted my favourite mantra "buy once, cry once"



















































") and I cranked on the chuck and still no marring unless the brass grabs and spins in the chuck.Then those go into the practice brass bin. lol
and I cranked on the chuck and still no marring unless the brass grabs and spins in the chuck.Then those go into the practice brass bin. lol





















